
Over the years, much has been written regarding the principles of leveling and how to produce flat material. With the ever-expanding use of flexible manufacturing systems, robotics, and lasers today, in addition to simply getting the material flat, there is a greater emphasis placed on developing technology to assure the material stays flat after subsequent processes, such as laser or plasma cutting, welding, and/or other various forming and fabricating operations. For these systems to work properly, they require material that is flat and will remain flat throughout the entire manufacturing process. If you are a manufacturer or you sell to one, you have probably experienced the issue of “spring back,” that is, once a previously flat piece of material is cut, it can warp or distort, sometimes to the degree that it will cause damage to the manufacturing equipment. So inevitably, the question is asked, “So how do I get the material flat and how do I make sure it stays flat?” These are actually two separate issues, and as a result, each requires its own specific solution. In addition, with the new grades of high strength and ultra-high strength steels being used throughout the industry, processors have found that in many instances these materials cannot be leveled using traditional methods.
Issue 1 – Shape Correction − How Do I Get the Material Flat? − If the strip has edge wave or center buckle, some sections of the strip across its width are longer than others. This is referred to as a “side-to-side length differential.” Since we cannot make the longer portion of the strip (the wavy parts) shorter, the only way to get the material to lay flat is to elongate the short portions lengthwise to “dimensionally equalize” the material. The goal is to make the strip dimensionally the same length across its entire width which in turn will result in a visually flat strip, sheet, or part. So how do you do that? Over the years, there have been a number of methods and machines developed to level strip. And while there is a general understanding and acceptance regarding the common principles of leveling, there is still considerable debate as to how or if one particular type of leveler or leveling process is really better than another. In order to answer this question, we have to first take a hard look at the basics of leveling.
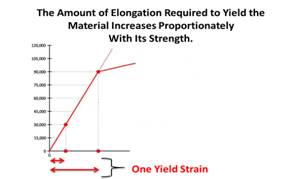
The Basics of Leveling and “Yield Strains” − Understanding the Leveling Process − Basically all levelers/leveling processes, whether they use rollers, compressive force, or stretch the material, elongate the strip. When it comes to leveling, it is all about elongation. Regardless of how it is done, all levelers are designed to make portions of the strip longer than others. The main difference between one system and another really comes down to the amount of elongation each can produce, how they do it, and how much of the material through its cross section is actually taken past its yield point. If you have ever attended a leveling seminar or read an article on leveling, one reccurring key issue is the importance of exceeding the material’s yield point in order to affect permanent change. The material remains in its “elastic” state until you exceed its yield. Once you take the material past the yield point, the material goes into a “plastic” state where as everything before that is forgotten. As an example, if you have ever bent a piece of metal or wire and it stays bent, you have exceeded its yield strength. If it returns to its original shape, you have not. If your car has ever been caught in a hail storm and the hail stones leave dimples, the material in these dimpled areas has been elongated past its yield point and has taken a new shape.
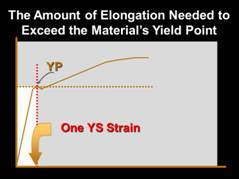
So what is a yield strain? One Yield Strain (YS) is the amount of elongation required to take the material to its yield point without exceeding it. The term yield strain is frequently used to describe the amount of elongation required to eliminate a particular shape defect. One yield strain is also the amount the material will “spring back” after an applied force is removed. As an example, if you were using a break press to put a 90 degree bend into a piece of material, you actually need to bend it to an angle somewhat less than 90 degrees due to spring back. It is also important to note that the amount of elongation required to exceed a material’s yield point is also a function of the modulus of elasticity (MOE), that is, how springy the material is. As an example, aluminum with a given yield strength would require three times the amount of elongation as its equivalent steel counterpart.

Roller Levelers − Traditional roller levelers typically found in coil processing lines utilize roll bending as the means to selectively elongate portions of the strip beyond its yield point. In a roller leveler, the material is bent progressively back and forth over a series of small work rolls. The diameter of the work rolls and their spacing determine the actual bend radius, not the work roll alone. As an example, a machine with 3.5” (89 mm) diameter rolls on 4.5” (114 mm) centers will create an approximate bend radius of 5” (127 mm) (depending on roll plunge) on the first group of rolls. Each subsequent group of rolls will generate a larger radius as the amount of roll plunge lessens. So as long as the initial bend radius is small enough to elongate the material sufficiently to exceed its yield point, permanent change can be affected. The smaller the work roll and its spacing, the farther the outer surfaces of the strip are from the central or “neutral” centerline, and therefore, the more yielding will occur. To the contrary, if the bend radius is too large for a given material thickness, it will not elongate the strip sufficiently to exceed the material’s yield point.
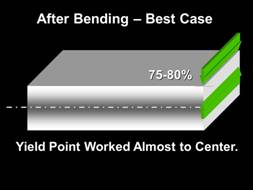
The “neutral” centerline or fiber is an imaginary line or area in the middle of the material’s cross section which neither stretches nor compresses during the bending process. As a result, the material in this neutral area never exceeds its yield point. Consequently, this material will retain some or all of its original shape and or tendencies. Under ideal circumstances, the greatest cross sectional yielding occurs when running the thickest material that is possible on a given roll size. Typically, it is agreed that it is possible to yield up to 75 – 80% of the material’s thickness.
Running lighter gauge material on the same machine will result in less yielding through the material’s thickness. As a result, at some point, if the material is too thin for permanent yielding to occur, the machine will no longer be effective. While roller levelers will do a good job, they are limited by the amount of elongation that can be achieved. As a rule of thumb, most roller levelers using a single roll diameter will have approximately a 5-1 ratio relative to their effectiveness. As an example, if the machine can level .020” (.5 mm) thick material, it can also level material up to .100” (2.5 mm) in thickness.
Basic Leveling 101 − In addition to bending the material back and forth over a series of rolls, a roller leveler also has the ability to selectively elongate the material from side to side. Roller levelers incorporate a series of backups that are positioned perpendicular to the work rolls. These backups can be vertically adjusted so that the work rolls can be deflected during the leveling process. By deliberately bending the rolls, portions of the strip are forced to take a longer path through the machine. As a result, some portions of the strip relative to their length are permanently elongated while other sections are elongated very little or not at all.
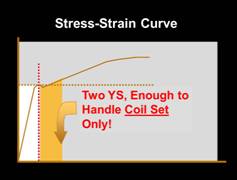
If the material you were running was already flat other than having coil set, the leveler settings would be neutral with no roll bending. In this instance, it would require approximately two yield strains (YS) of work to remove the coil set. As discussed, one yield strain is required just to get the material to its yield point. The second is where the material becomes plastic and permanent changes can be made. Once the force being applied is removed, the material will always spring back one yield strain, so you are left with the equivalent of one yield stain of permanent elongation.
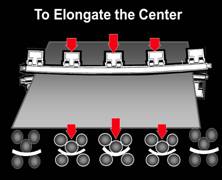
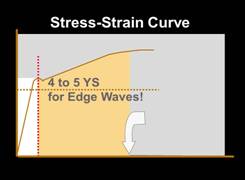
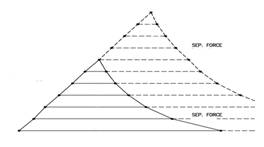
If the material has an edge wave, it has a side-to-side length differential. In this instance, the edges are longer than the center. If you were to slit or shear this material into strips, you would see that the outer most strips would indeed be longer than the center ones. Since we cannot make the longer portions of the strip shorter, our only recourse is to make the shorter strips longer. In other words, make the material that is already flat longer. In this instance, you would adjust the backups in the middle of the machine so as to bend the work rolls towards their centers while leaving the backups towards the edge of the machine in a more neutral position. In this instance, it would require approximately four or five yield strains (YS) of work to remove the defect. Again, one yield strain is required just to get the material to its yield point. Anything beyond that is where the material becomes plastic and permanent changes can be made. Once the force being applied is removed and the material is allowed to relax, you are left with the equivalent of three to four yield strains of permanent elongation. In the graphic, you can see where the bulk of the work is concentrated.
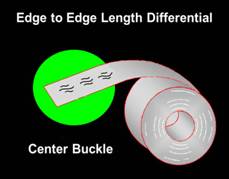
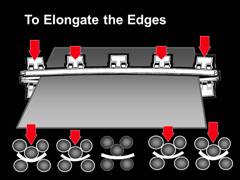
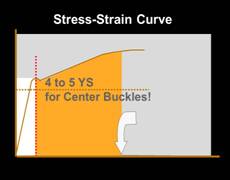
If the material has a center buckle, it also has a side-to-side length differential. However, in this instance, the center is longer than the edges. If you were to slit or shear this material into strips, you would see that the center strips would be longer than the edges. Again, since we cannot make the longer portions of the strip shorter, our only recourse is to make the shorter strips longer. In this instance, you would adjust the backups on the edges of the machine so as to bend the work rolls towards their ends while leaving the backups towards the middle of the machine in a more neutral position. Again, it would typically require four or five yield strains of work to remove the shape defect. In the graphic, you can see where the bulk of the work is concentrated in this instance.
Roller Levelers and Running High Strength Material − Processing the new high and ultra-high strength steels can come with many complications, many of which most service centers are not currently ready to take on. These newer materials require significantly more elongation to level, and as a result, they frequently exceed the mechanical capacities of most traditional roller levelers. The issue is twofold. As yield strengths increase, due to the machine’s frame strength (the separating force it can handle) and roll support, the maximum material thickness that can be processed on a given machine must be reduced. In addition, the minimum thickness that can be leveled increases as well. The graph to the right illustrates the effects that higher yield strengths have on the thickness range that can be processed on a given roll diameter.
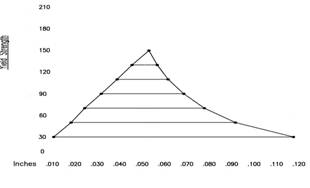
Even within a particular type of material with the same MOE, the physical amount of elongation required to achieve one yield strain of elongation changes based on the material’s yield strength. As an example, material with 60,000 (400 MPa) yield strength requires twice the elongation as the same thickness material with 30,000 (200 MPa) yield strength just to get to its yield point. Material with a 90,000 (600 MPa) yield requires triple this amount. Consequently, as the yields go even higher, at some point a traditional roller leveler is no longer capable of yielding the material due to the amount of elongation that is required.
In order to extend a roller leveler’s range of effectiveness based on a given roll size, it requires a machine that can handle much higher separating forces and work rolls that are adequately backed up. In addition, a much stronger drive train and significantly more horsepower are required. While the minimum thicknesses that can be leveled remains the same for a particular roll diameter, the graph to the right illustrates the increased leveling capabilities and gauge range that can be processed by a machine that is specifically designed to handle these materials.
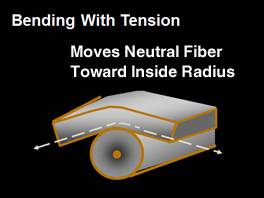
Roller Leveling With Tension − Another option that will expand a leveler’s effective range based on a given roll diameter is to add tension to the leveling process. By adding tension to the strip, the material more closely conforms to the work roll diameter, which in turn produces a tighter bend radius. Subsequently, thinner and/or higher strength material can be leveled on the same size roll than what is possible without tension. Given enough tension, the neutral fiber can be moved towards the inside bend radius. This will in turn cause the “neutral” centerline or fiber to move up and down within the thickness of the strip as it passes through the leveler. And as a result, a greater cross section of the material through its thickness can be yielded. The amount of additional shape correction that is possible is a function of the amount of tension that can be applied.
So now that we understand that a given shape defect requires a particular number of yield strains and amount of elongation, how do you adjust the leveler to make sure you have worked the material the required two, three, four, or more yield strains? The problem is that you do not. Other than visual reference that the material looks flat, you really do not know if you should have worked the material a little more or less in certain areas, that is, until your customer cuts it. So if the material looks flat, why does it not always stay that way?
Issue #2 – Trapped Stresses − What Are They and What Do They Do? − While flatness is frequently referred to as a side-to-side length differential, trapped stresses could be described as some portions of the sheet or strip being under tension while other portions are relaxed. Although it may appear as if the strip is at rest, portions of the material are being held in place by the surrounding material. Once released by shearing or cutting the material, these areas will relax causing a shape deviation to occur.

So why does this happen and what can you do about it? Roller levelers can help to eliminate shape defects, but they do so by actually putting stresses into the material. Once these leveled sheets are sheared down and formed, the uneven stresses that were applied to get the sheet to lay flat are relieved, which frequently results in an out of flat condition.
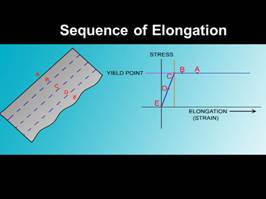
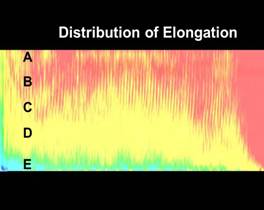
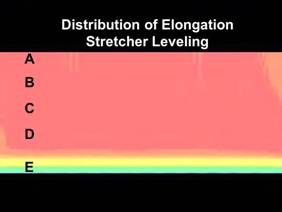
In order to understand why this happens, we must first take a look at what occurs as material is leveled. Referring to the diagram labeled “Sequence of Elongation,” we can see that since the material labeled “A” is already flat; it is presumably the shortest. Therefore, it is the first to yield and requires the greatest amount of permanent elongation. It is closely followed by the material labeled “B”. Subsequently, “C” and “D” would follow after that. It is also important to note that while “C” and “D” are elongated during the process, they do not necessarily go past their yield point. If this were the case, there is no permanent elongation, and subsequently, they would return to their original length. Ultimately, the goal is to feather the amount of permanent elongation across the width of the strip so that ALL the “fibers” are in effect the same length when you are done. The illustration to the right shows where most of the work is being performed and how it tapers off as you approach the area that was already longer.
So how do you know if you have worked the edge-to-edge differential enough to make sure they are all the same length when you are done? The problem is that you really do not know, and there is no way of knowing until you cut or shear the material.
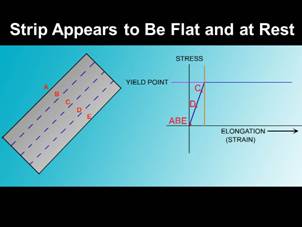
While a flat piece of material may appear to be relaxed and at rest, in reality there is often a “tug of war” of epic proportions being waged right before your eyes. The material may be dimensionally equalized enough to allow the material to be flat, but some of the fibers across the width of the strip are still not the same length as the rest of the strip. As a result, portions of the sheet are in tension, unable to relax. They are in effect “hung up” on the stress/strain curve and are being held in place by the surrounding material. Once released by shearing or cutting, these areas are allowed to relax. However, in some instances when the material relaxes, it is no longer flat. In addition, keep in mind that the center of the strip (neutral area) has not been worked past its yield point and is unstable. This further contributes to this issue.
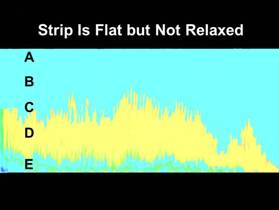
As discussed, while there are inherent physical limitations as to what a traditional roller leveler can do, its effectiveness is largely a function of the operator’s skill level. Having been an operator myself, I can attest to the fact that some operators are just naturally better than others. The illustration below depicts the problematic areas in yellow that correspond with the stress/strain chart above. In this area, the fibers are still a little shorter/longer than those in the surrounding material. As a result, this material should have been worked a little more or a little less. However, there is no way of knowing this until it is too late.
In the photo to the right, the parts that are not flat are also along the same zone that corresponds with the two previous graphics. The plate from which the parts were cut appeared to be flat. However, once the material was cut and able to relax, you can clearly see how the parts were affected in this zone along the length of the plate. So what can you do to make sure the material stays flat?
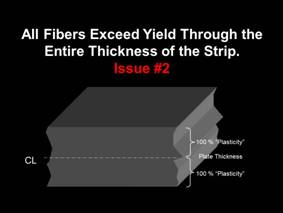
Warning Stress Kills…Lasers, Turrets, Punches, and Productivity! Flatness and Stress − In order to eliminate spring back, the strip must be “stress equalized” by elongating the material’s entire cross section, top to bottom and side-to-side, past its yield point to erase its previous memory. In addition, all the fibers must be permanently elongated to the same length. This assures that the entire sheet, strip, or part is relaxed and at rest. Consequently, in order to produce flat material that stays flat, it is necessary to both elongate portions of the strip more than others to dimensionally equalize or flatten the strip while also elongating all of the material across its width and thickness past its yield in order to stress equalize the strip. So how do you do that?


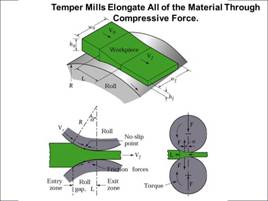
In addition to “tension” being used as a method of elongating the strip, compression can also be used as an effective tool as well. By using large rolls to compress the strip, given enough force, the material will become a bit thinner and subsequently, the strip is also made somewhat longer. This process always makes us think of someone using a rolling pin to roll out dough. The thinner you roll it, the greater its surface area becomes. Much like a rolling pin, a temper mill can be used to do the same thing but with steel!
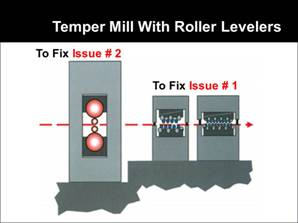
Temper Mills − Temper mills in cut-to-length lines work in concert with conventional roller levelers to produce flat, low stress material. As previously discussed, in order to eliminate randomly trapped internal stress, all the material must be elongated beyond its yield point. By reducing the material’s thickness and subsequently making it longer, the entire cross section of the strip, including its center (neutral fiber), is taken past its yield.
While a temper mill is often associated with producing flat material, the mill’s primary responsibility when used in this configuration is to relieve random trapped internal stresses. The mill by itself will not necessarily get the material flat. Although some mills have rolling bending capabilities, for the most part, a temper mill cannot selectively elongate the strip. As a result, it is possible to produce stress relieved material without it necessarily being flat. Consequently, in most instances, you will find that conventional roller levelers are still used for shape correction. The levelers address Issue #1 while the mill addresses Issue #2.


While the combination of the temper mill and roller leveler will produce flat, low stress material, the two systems are reliant on one another. And since the material is roller leveled after passing through the temper mill, the end result is still somewhat subject to the skill of the operator. In addition, the roller leveling that occurs after “tempering” will actually introduce some residual stresses into the strip to create final sheet/plate flatness. Nevertheless, this process has been used for years and has proven to be an effective method of producing flat, low stress material.
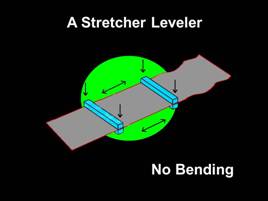
Stretcher Levelers − So How Do They Work? − Stretcher levelers are unique in that unlike conventional roller levelers and other types of leveling, no bending is used as part of the process. To the contrary, brute force and tension are used to elongate the strip. The modern day stretcher is quite popular and stretcher leveled material has made significant inroads into the manufacturing community. It is widely regarded as one of the best ways to produce flat, low stress material. However, the process itself is not new. It has actually been used for many decades. Early stretchers were sheet fed units that required you to manually load sheets into the machine. A set of serrated clamps or grippers would then grip the material and stretch it lengthwise. It was not a particularly efficient process, as you had to manually load the material into the machine and the gripper would leave physical marks. As a result, the ends of the sheet had to be cut off as well. Consequently, the process involved a lot of material handling and there was quite a bit of scrap loss.
Modern day stretchers are used in conjunction with cut-to-length lines and are in-line and part of the cut-to-length process. The strip is first stretched and then subsequently cut-to-length to a specific sheet or blank size. In addition, gripper pads have been developed that will not damage the material where it is gripped. As a result, no scrap is generated and no material is wasted. An in-line stretcher leveler consists of a stationary and a movable frame. These frames can be spaced apart as much as 50’ (15000 mm) or more. When activated, each frame grips the material across the width of the strip. Large hydraulic cylinders subsequently push the frames away from one another. The forces exerted by the cylinders exceed the cross sectional yield strength of the material, and the strip is permanently elongated along its length in the direction of travel. The process is similar to the stretching associated with a tensile test. In addition, the stress equalization process is the last operation to occur prior to shearing, so no further residual stresses are induced.
Unlike other processes used to produce flat, low stress material, stretcher levelers address the issue of shape/flatness and trapped internal stresses in a single operation. After stretching, the strip is dimensionally equalized (Issue #1). In addition, the material has been sufficiently elongated lengthwise to have exceeded the yield point in 100% of the strip, top to bottom and edge to edge (Issue #2). While portions of the strip have been stretched more than others, all fibers across its width have been stretched past their yield point AND to the same length. As discussed earlier in the article, the goal is to feather the amount of permanent elongation across the width of the strip so that all the “fibers” are essentially the same length. The illustration to the right shows the effects of stretcher leveling. The end result is material that is more homogeneous and therefore, more stable than with other forms of leveling. The result is flat material that is also relaxed at the same time. As a result, no matter how you cut it, it will remain flat throughout subsequent processes.
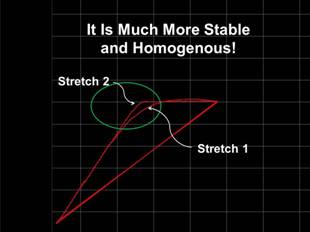
The diagram to the left is a frame grab of the same material being stretched twice. The material work hardens after it yields during the initial stretch, thereby raising its yield stress. The chart shows that during the second stretch, the stress and strain increase linearly to the new yield stress. You can clearly see that the same material being stretched for the second time produces more uniform yielding. Subsequently, stretcher leveled material that is subjected to additional bending/forming will react more consistently as well. When it comes to stretching, how much is enough? We are frequently asked, “How do you know all of the materials have been stretched past its yield point?” That is a good question!
Stretcher Leveling and Yield Strains − Here Is How It Works − We have already talked about specific shape defects and their requiring a certain number of yield strains to correct. However, until now, a yield strain was just a term used to define how much elongation that was needed. To the average person or operator, the term does not mean much as we did not quite know how to use it.
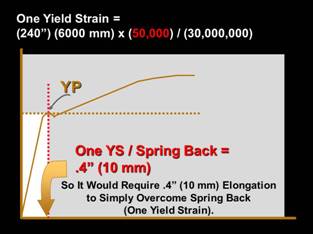
Stretcher leveling is different. When stretching, a particular number of yield strains can be calculated to determine mathematically how much elongation is actually required over a given distance. Here is how it works. The yield strain for a particular material and yield strength can be determined by taking the distance between the centerline of each stretch frame and taking this number multiplied by the material’s yield strength.
This number is then simply divided by the MOE. As an example, if the material’s original length was 240″ (6000 mm) and the material had a 50,000 PSI (344 MPa) yield strength, you would take 240″ (6000 mm) x 50,000 / 30,000,000 which would equal .4″ (10 mm). This would be equivalent to one yield strain. So this amount of elongation/stretch would only be enough to get the material to its yield point but not beyond. If the material you were stretching was already flat, we would still want to elongate it at least two yield strains or .8″ (20 mm), so we know it will stay flat after subsequent processes. Again, one yield strain is required to overcome the elasticity of the material (spring back) and one to plastically deform the material so permanent change can be made. If you were to double the material’s yield strength, it would also double the amount of elongation that is needed. So in this instance, one yield strain would equal .8″ (20 mm). It is also worth noting that if you double the centerline distance between the stretcher frames, the elongation that is required doubles as well.
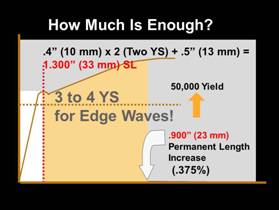
Yield Strains and Shape Correction − We know that if you have a center buckle or an edge wave, the material is longer in some areas than others. If a strip had a 1″ (25 mm) high wave on 36″ (914 mm) centers, one edge is longer by almost .5″ (13 mm) over 240″ (6000 mm). So to correct this condition and make sure the strip stays flat, you would need to elongate the material two yield strains plus .5″ (13 mm). So for 50,000 PSI (344 MPa) material, you would take .4″ (10 mm) x 2 plus .5″ (13 mm) which would equal 1.300″ (33 mm) of total elongation. The permanent amount of elongation would be .900″ (23 mm) since we always have to give one yield strain back. As a percentage, this would equate to .375% of permanent elongation.
So How Much Force Is Required to Do This? − In order to determine the stretch force required for a particular application, you simply take the material’s thickness times its width and yield strength (thickness x width x yield). As an example, .500″ (13 mm) x 72″ (1829 mm) material with 75,000 PSI (517 MPa) would require 2,700,000 pounds of force. In reality, you would actually need slightly more than this to overcome the material’s cross sectional strength. In addition, the amount of force remains constant regardless of the amount of material being stretched. Whether you are stretching 5 feet (1.5 m) or 50 feet (15 m), the amount of force remains the same. What changes is the amount of overall elongation or stretch.
If I Make 100% of the Material Longer, Where Does It Come From? Have you heard the old adage that you do not get anything for free? Well, the same can be said for steel. Siméon Denis Poisson was a French mathematician that determined if you elongate steel lengthwise by X%, the width and thickness will shrink 1/3 of X% of its thickness and width. It is called Poisson’s Ratio. Consequently, if the material does not get slightly narrower and thinner, you have not exceeded the yield in 100% of the material!
Does This Change the Material Metallurgically? − How does stretcher leveling compare to other types of shape correction? We frequently hear concerns that the process works the material significantly more than with other types of leveling. However, based on any given shape, it would take the same amount of elongation to correct the problem regardless of how you do it. So stretchers do not have to elongate the material any more than a roller leveler, but they do more work since 100% of the material is yielded. Regardless of the method used to elongate the strip, each system would need to elongate these areas essentially the same amount to achieve flat material. As a result, the percentage of elongation would be comparable and no specific portion of the strip across its width is worked more than with any other type of leveling process. In addition, while a temper mill typically elongates the strip up to 2%, a stretcher accomplishes its work with typically only .3% to .5% of elongation. Consequently, relative to the percentage of elongation required to do its job, the stretcher has very little impact on the metallurgical properties of the material.
It is also important to note that with most leveling processes, the amount of work (shape correction) that can be performed is based on mechanical limitations of the leveler itself. To the contrary, with stretcher leveling, the limiting factor is the material. Therefore, stretcher leveling can correct material with significantly more shape than what is possible with other forms of leveling.
Other Considerations − While stretcher leveling is an effective means of eliminating trapped internal stresses as well as for correcting shape defects, the process cannot eliminate crossbow (bowing of the material across the material’s width) in the material. Crossbow is a stretcher leveler’s “kryptonite.” As a result, at the very least, a very robust flattener is needed before the stretcher to eliminate this issue. More advance systems use one or more roller levelers that work in concert with the stretcher. In addition to removing crossbow, a roller leveler can be used to “pre-condition” the strip prior to its being stretched. Certain types of shape defects are easier to remove than others. As an example, while stretchers will remove center buckle, it is easier to remove edge wave. Consequently, if the material has center buckle, the roller leveler can be used to intentionally induce an edge wave (which eliminates the center buckle) which the stretcher will then eliminate.
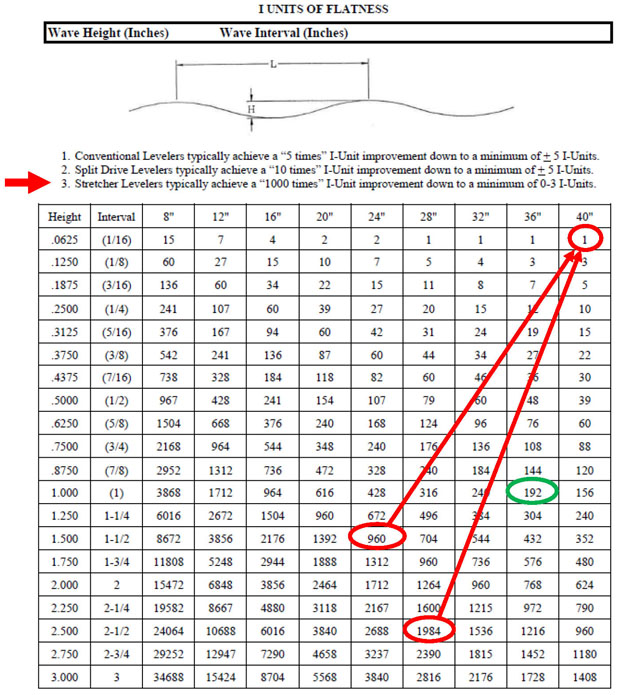
What Is Flatness and How Do I Measure It? − This can be a confusing question. Historically, flatness standards were found in ASTM specifications, which define flatness as the maximum deviation from a horizontal surface without regard to the peak-to-peak frequency of the wave. However, as discussed, in order to determine the amount of elongation required to correct a particular shape issue, it is necessary to also take into account the frequency of the wave in addition to its height. One method for doing so is called I-Units. I-Units are found by measuring the height of the wave and the interval between each peak. As a frame of reference, 1000 I-Units would be equivalent to requiring approximately 1% of elongation.
Why are I-Units important? Since leveling is all about elongation, it is important to have a method for comparing one shape condition to another in regard to the amount of elongation needed to correct it. While one particular shape condition or defect may appear to be worse than another, in reality, they could actually be the same in regard to the amount of elongation required to correct them. As an example, in the first chart below, you will see that a strip or part with a .187” (4.7 mm) wave height on 12” (305 mm) centers equates to 60 I-Units. If you compare this to a part with a .500” (13 mm) wave height on 32” (813 mm) centers, they are actually the same and consequently, both require the same amount of elongation to correct.
I-Units are also a good tool for determining the effectiveness of one leveling process as compared to another and the amount of shape correction that is possible. It can also help to establish the limits of each machine/process. Levelers are often referred to as being able to achieve X times of improvements. Conventional roller levelers are frequently said to have the ability to produce 5 times improvement. Modern roller levelers with a split or multi-drive system are said to be able to achieve anywhere from 10 to 20 times of improvement. In the second chart, you can see that a strip with a .625″ (16 mm) wave height on 32″ (813 mm) centers equates to 96 I-Units. A 10 time improvement would reduce this to .125″ (3 mm) on 20″ (508 mm) centers or an equivalent degree of flatness.
Since stretcher levelers do not rely on roll bending, the amount of shape correction that is possible is only limited by the material. When discussing a stretcher and its effectiveness, we typically talk in terms of being able to achieve 1000 times or more shape improvement. Consequently, stretcher levelers are capable of significant shape correction. In the chart below, material with a 2.500″ (63 mm) wave height on 28″ (711 mm) centers equates to 1254 I-Units. In most instances, this can be reduced to as little as 0 to 1 I-Units of flatness. The example we used earlier regarding length differentials and the amount of elongation required to correct a 1.00″ (25 mm) wave height on 36″ (914 mm) centers equates to 192 I-Units.
In regard to the effects/benefits of stretching, the final results are proof enough for most end users, that is, their parts stay flat after cutting; however, in some instances companies want quantifiable proof that the process is indeed having a meaningful and measurable impact on the material relative to stress levels. And to that end, a number of companies, including the producing mills themselves, have done extensive testing on stretcher leveled material in order to compare it to material leveled using other methods. Many end users will do their own internal testing by simply producing parts from material that has been roller leveled, temper passed, and stretched. They then compare the results relative to part quality and flatness as well as how the material reacted during the fabrication process.
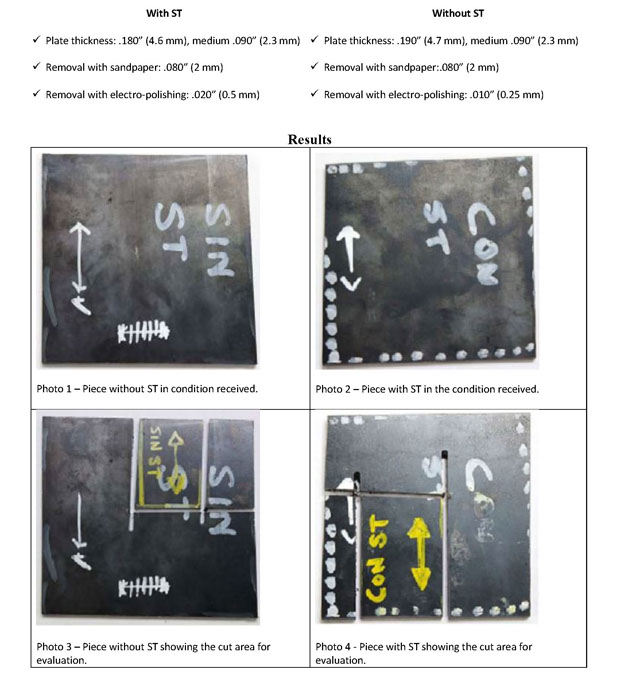
Test Results − The information below was based on material that was roller leveled and how it compared to material that was stretcher leveled. The tests compared flatness, formability, as well as laser cutting speeds.
Production Trial in the Customer’s Factory.
Table 5 – Comparison of Stretcher Steel Versus General Steel With a Thickness of .060″ (1.5 mm).
Steel Comparison Test at XXXXXX
| Process | Stretched Steel 1.5 mm – 48″ x 96″ |
General Steel 2 mm – 48″ x 120″ |
|---|---|---|
| Raw Material |  Smooth surface that is flat at all four corners. |
 Smooth surface, but the fourth corner is up 25 – 30 mm. |
| Turret PressUsed to adjust speedF1 = FastestF2 = FastF3 = NormalF4 = Slow |  Turret press ran at F1 speed and the end deflection was 0 – 1 mm. |
The punching speed adjusted to F3, F4 and the deflection after punching was between 25 – 30 mm. |
| Remarks: The customer clearly sees the problem and the impact it was having on their manufacturing process. The stretched steel responded much better after both the punching process and the shearing process during the trial. The focus of the trial was to improve on the flatness of the raw material. However, after the trial, the customer found that manufacturing times have improved as well. | ||
| Shearing |  The average cut deflected 4 mm – 8 mm. |
 The average cut deflected between 45 mm – 60 mm. |
| Press Brake |  No problems occurred while forming with the press brake. |
|
| Welding |  Efficiency has improved in the welding process. |
|
Table 6 – Comparison of Stretcher Steel vs General Steel With a Thickness of 0.07” (1.9 mm).
Steel Comparison Test at XXXXXX
| Process | Stretched Steel 1.9 mm – 48″ x 96″ |
General Steel 2 mm – 881 mm x 1317 mm |
|---|---|---|
| Raw Material |  Flat Sheet with corners up 0 – 1 mm. |
 Before cutting, the fourth corner was up between 8 – 15 mm. |
Laser CutSpeed increased by 20% |
  There was virtually no springback found during the cutting process. The max deflection was never more than 2 mm. |
 During the cutting process, the piece twisted and popped out. The deflection after cutting ranged from 30 mm – 50 mm. |
| Remarks: After experiments with laser cutting, the customer found the flatness quality to be no different after cutting when using stretched material. When using general steel, the customer found significant shape issues in the finished part after being cut with the laser. | ||
Table 7 – Display of Stretcher Steel From Laser Cutting to a Thickness of .060″ (1.5 mm).
Steel Comparison Test at XXXXXX
| Process | Stretched Steel 1.5 mm – 48” x 96” |
General Steel XXXXXXXX |
|---|---|---|
Laser CutSpeed adjust 100% | Stretched sheet sits extremely flat on laser cutting bed and remains flat after cutting. |
Table 8 – Turret Press Comparison of Stretcher Steel vs General Steel With a Thickness of .070″ (1.9 mm)
Steel Comparison Test at XXXXXX
| Process | Stretched Steel 1.9 mm – 48” x 96” | General Steel XXXXXXXX |
|---|---|---|
| Raw Material |  Customer audit found that flatness was within 0 – 1 mm. | The customer had complaints about previous material which had the edges flaring up. This caused problems during the punching process. |
| Turret Press |  The stretched steel presented better production Conditions which allowed the customer to increase production speeds. | Production speeds strictly depends on the flatness of the steel plate. |
| Turret Press |  No problems found during or after the process. The sheet flatness stayed between 0 − 1 mm after processing. | |
| Remarks: The turret punch can drag and punch without any consequences. This also enables faster production speeds. The end results are better quality products and lower operating cost. | ||
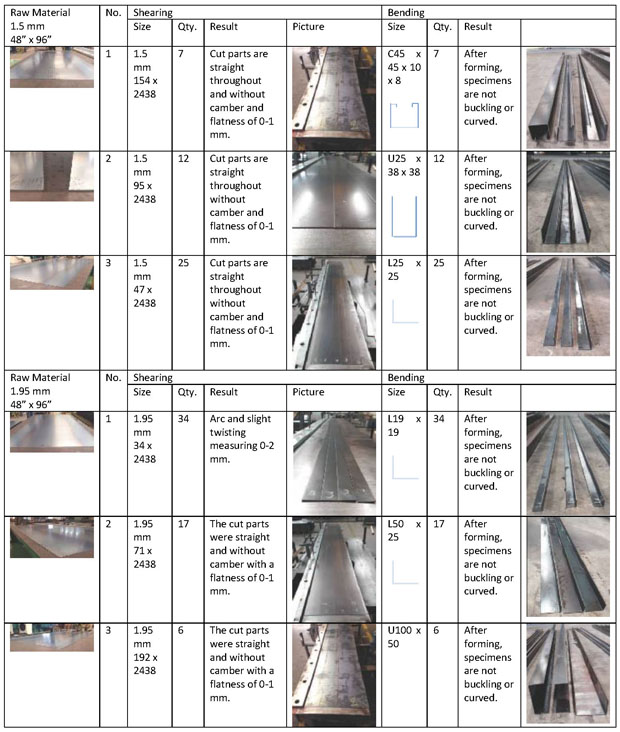
Trial Process Reference Steel – Trial performed by XXXXXX on June 15, 2016.
The Experiment of Stretched Steel to Be Formed by the Molding Process, Shearing, and Bending

Stretcher Results
Another method that can be used to measure residual stresses is the “Hole-Drilling Strain-Gauge Method” (HDM).
ASTM E837 – 13a
Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gauge
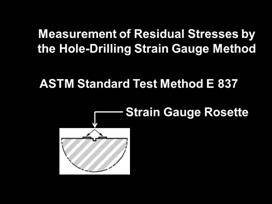 This test method specifies a hole-drilling procedure for determining residual stress profiles near the surface of an isotropic linearly elastic material. The stresses may remain approximately constant with depth (“uniform” stresses) or they may vary significantly with depth (“non-uniform” stresses). Basically, the HDM consists in drilling a small hole in the material at the center of a strain gauge rosette. The residual stresses, because of the removed material, relax and the strain relief on each of the gauges is measured and converted into stress.
This test method specifies a hole-drilling procedure for determining residual stress profiles near the surface of an isotropic linearly elastic material. The stresses may remain approximately constant with depth (“uniform” stresses) or they may vary significantly with depth (“non-uniform” stresses). Basically, the HDM consists in drilling a small hole in the material at the center of a strain gauge rosette. The residual stresses, because of the removed material, relax and the strain relief on each of the gauges is measured and converted into stress.
The report on the following pages was performed using a variation of this test to determine the stress levels in the material.
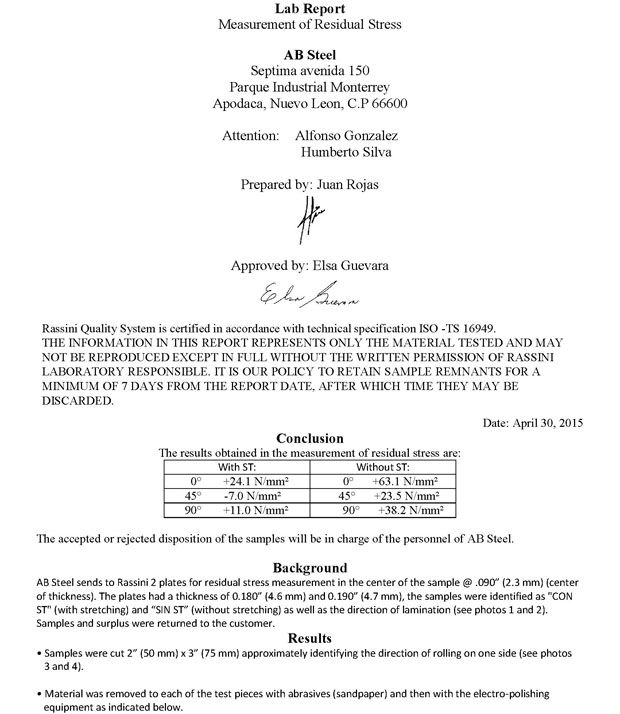
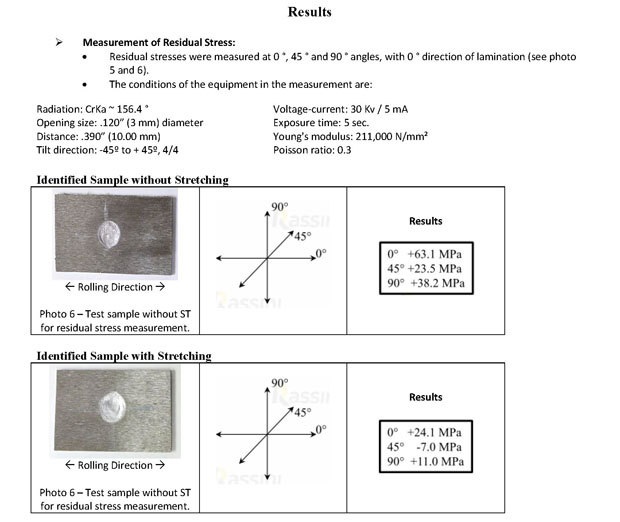
The two illustrations above show the amount of stress relief measured in sample material where portions of the strip were roller leveled and others were stretcher leveled. While stress relief is still measurable even in the stretcher leveled samples, on average they were only one quarter to one third of those measured in the roller leveled material.
While there is no right or wrong way to level material, some methods are clearly better and more capable than others. The chart below outlines the different types of leveling, their limitations, as well as their capabilities in regard to the shape correction that is possible.
| Roller Leveler | Temper Mill/Leveler(s) | Flattener/Stretcher | |
| Leveling Method | Tension/Compression | Compression Tension/Compression | Tension/Compression Tension |
| Coil Set | Yes | Yes With Flattener | Yes With Flattener |
| Crossbow | Yes | Yes With Leveler(s) | Yes With Flattener |
| Center Buckles | Yes | Yes With Mill & Leveler(s) | Yes With Stretcher |
| Edge Wave | Yes | Yes With Mill & Leveler(s) | Yes With Stretcher |
| Camber | No | Some With Mill | Yes With Stretcher |
| Twist | No | Some With Mill | Yes With Stretcher |
| Shape Improvement | 150/200 I-Units | Up to 1000 I-Units | Greater Than 3000 I-Units |
| Flatness | Less than 5 I-Units | Less Than 5 I-Units | Less Than 0-3 I-Units |
| Stability | Basic | Good | Better |
| Surface Conditioning | No | Yes | No |
In Conclusion
Today, a number of companies offer systems that are promoted as producing temper passed or stretcher leveled “quality” material; however, as to whether these systems actually achieve similar results is questionable. While there are a number of options available for leveling flat rolled material, each has their own inherent limitation. Consequently, in order to achieve the best possible results with a particular application, it is important to know the limitations of each machine.